
Mastering Efficiency & Sustainability
Definitive Guides for Manufacturers
Guide
6 min read
Sustainability & Carbon Reporting in Manufacturing: A Complete Guide
The future of manufacturing is sustainable manufacturing. And those…
Related Blogs
Guide
5 min read
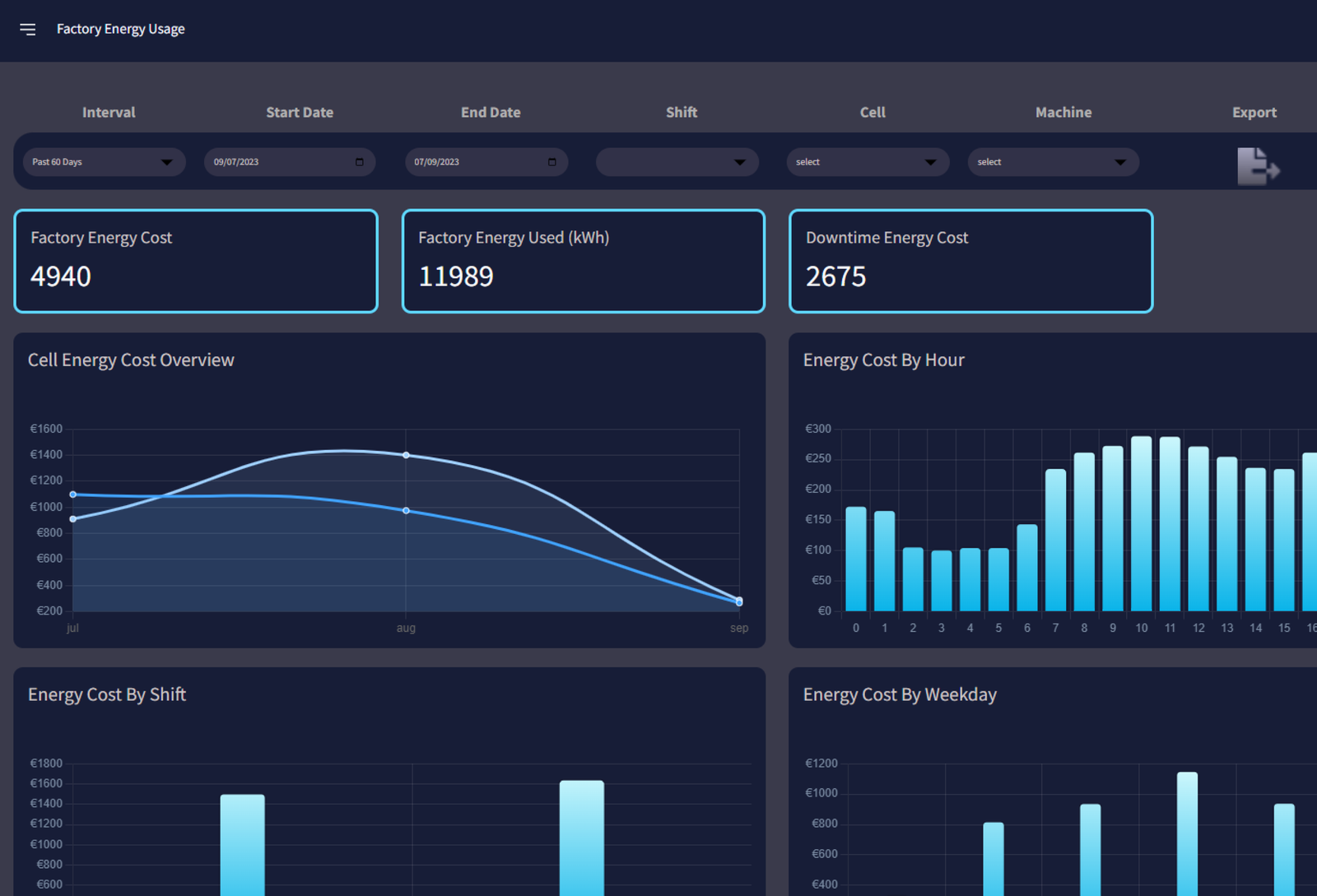
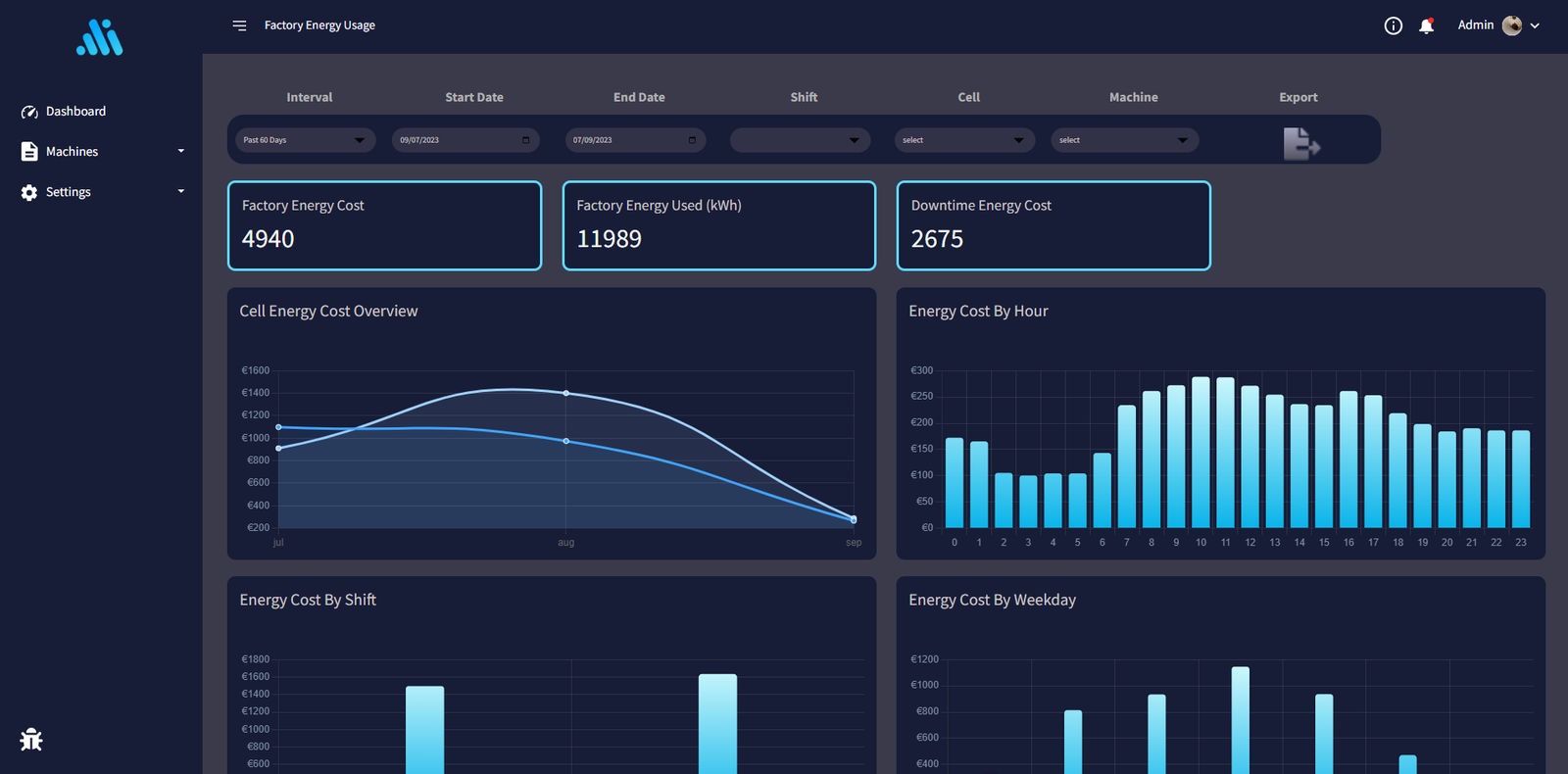
Energy Efficiency in Manufacturing: A Complete Guide
Manufacturing product requires intense amounts of energy. And energy is….

Guide
7 min read
Machine Monitoring in Manfacturing: A Complete Guide
Machine monitoring software helps manufacturers maximise output…
Related Blogs

Guides
The future of manufacturing is sustainable manufacturing. And those that adapt most quickly, and most effectively, will gain new competitive

Guides
Machine monitoring software helps manufacturers maximise output, productivity and efficiency. A production monitoring system also helps manufacturers identify bottlenecks and
Guides
Manufacturing product requires intense amounts of energy. And energy is expensive. Energy is the most volatile cost in manufacturing, making...

